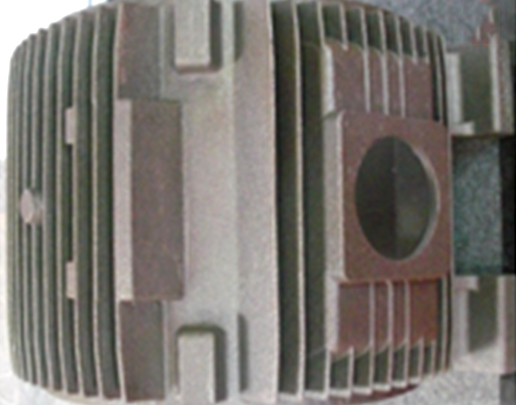
大連電機ケース、切削量は、通常、表面粗さの要求を達成するために、多刃成分旋削を採用することが多く、通常、1刀旋削量は比較的に小さく、精度と表面粗さを保証するために。一刀で刀を食べる量が多いと振文や黒皮現象が起こりやすい。現在、より良い加工効果を得るために、クランプ成形合金工具の大量使用は加工の需要を大いに満たしている。
送り量の大きさは、表面粗さを保証するために、精刀、送り速度は通常遅い。工作機械設備の選択、自動化加工精度の良い数値制御設備の選択、広数980システムの数値制御旋盤の運用、大森システムの数値制御旋盤の使用、大きな粗精車の需要、無極変速加工された電動機スタンドの方が良く、より速い。水圧試験の過程でモータハウジングを密封し、モータハウジング内部に独立した密閉空洞を形成させ、爆発防止面を密封する際には爆発防止面を損傷しないように注意し、爆発防止面が完全に損傷しないようにしなければならない。
水圧試験装備の頂部には排気孔を設け、加水加圧過程で内部ガスを排出し、加圧過程で空気が圧縮されるのを防止し、ガス圧縮後の弾性が大きいため、圧力計の運行が不安定になり、安全に影響を与える。水圧試験設備の周囲に防護ネットを設置し、水圧試験中にワークが飛び出して人を傷つけることを防止しなければならない。工業レベルの絶えずの発展と進歩、特に近年のデジタル制御技術の急速な発展と運用に伴い、デジタル制御旋盤が急速に普及すると同時に、モータハウジングとモータエンドキャップの加工にも実益をもたらしている。
NC旋盤の普及により、作業効率を向上させるとともに、加工された製品を安定的に公差要求内に制御することができ、それによって加工モータハウジング及びモータエンドキャップをデジタル生産製造に踏み出すことができる。加工中にドリル工程を経なければならない。ドリル工程とは、モータハウジングに図面の要求に従ってエンドキャップ、ターミナルボックスとの接続に必要な穴及びねじをドリルすることであり、鋳鉄モータハウジング及びエンドキャップにドリル穴をあけると、鋳造面の平坦さによってドリルが鋳造面に接触したばかりのときにドリルの変位が発生し、穴の位置度が不正確で穴径が大きいという問題が発生し、組み立てができず、組み立てが困難になる。
砂の要求はますます細くなり、粘度もますます高くなってきた。鋳鉄モーターの殻の鋳鉄モーターの端蓋はすべて異形状で、ある地方では砂が少なくて高強度の砂が必要で、粘土砂を例にして、砂の強度に対する要求が高くなったため、粘土砂に加えられた陶土粉が多くなり、砂は細くなってさらに多くの陶土粉を加えることを要求して、この時粘土の通気性は悪くなった。